As global e-cigarette use skyrockets, a silent crisis is growing: the waste from these devices. Every e-cig contains lithium-ion batteries and mixed plastics—materials that don’t disappear quietly. But where do these components end up when users toss vapes in trash cans, flush them, or abandon them? The answer reveals a huge gap in modern waste management.
The Hidden Journey of Batteries
First, lithium-ion batteries—critical for e-cig function—pose severe risks when mishandled. Most end up in landfills, where punctures or heat can trigger fires; for instance, landfill operators report a 30% rise in vape-related blazes since 2020. Worse, as these batteries degrade, they leach heavy metals like cobalt and nickel into soil and groundwater, which contaminates ecosystems for decades. Only 5% of e-cig batteries get recycled, far below the 30% rate for smartphone batteries. This low rate happens because e-cig batteries are small and lack standardized recycling labels.
Plastics: Slow to Break Down, Quick to Spread
Beyond batteries, e-cig casings, pods, and mouthpieces often use polypropylene and polyethylene—plastics designed to resist heat and wear. In landfills, these plastics take 450+ years to decompose. Additionally, when users litter them, they fragment into microplastics that infiltrate oceans and food chains. A 2023 study even found e-cig plastic particles in 12% of urban water samples, with traces later detected in bird and fish stomachs. Moreover, unlike soda bottles, manufacturers rarely mark these e-cig plastics for recycling, and their small size makes them hard to sort at waste facilities.
Bridging the Waste Gap
To address this growing waste crisis, solutions need action on multiple fronts. First, manufacturers can design devices with recyclable components and clear disposal instructions; some brands already offer take-back programs, though user participation remains low. Governments are also stepping in: the EU’s 2025 Waste Directive will require e-cig makers to fund dedicated recycling networks. On the user side, the fix is simple: avoid tossing vapes in regular trash. Local hazardous waste centers accept e-cig batteries, and many vape shops now collect used devices for proper disposal.
Ultimately, e-cig waste isn’t just a byproduct of vaping—it’s a test of our commitment to sustainable consumption. Every discarded battery and plastic pod tells a story about how we handle waste. The question isn’t just where these components end up, but whether we’ll take responsibility for guiding them to better destinations next time.
In recent years, e-cigarettes have sparked intense debate worldwide, with opinions polarized between two extremes: some hail them as a “safer alternative” to traditional cigarettes, while others condemn them as a “new public health threat.” Yet the truth lies somewhere in between—e-cigarettes are neither angels nor devils, and only rational analysis can guide informed decisions.
The “Angel” Narrative: Promise and Limitations
Proponents argue e-cigarettes reduce harm by eliminating tar and many toxic combustion byproducts in traditional cigarettes. Studies, such as those by the Royal College of Physicians, suggest they could aid smoking cessation for adults. In regions like the UK, regulated e-cigarettes are even promoted as a harm-reduction tool. However, this “angelic” label is flawed: they still contain nicotine, an addictive substance, and their long-term health impacts remain understudied.
The “Devil” Stereotype: Risks and Realities
Critics highlight alarming trends: youth e-cigarette use has surged globally, with flavors like mango and bubblegum luring non-smokers. The 2019 EVALI outbreak, linked to illicit THC vaping products, raised fears—though it underscored risks of unregulated devices, not all e-cigarettes. Exaggerating them as “devils” ignores their potential role in harm reduction for adults, risking misinformation that pushes smokers back to more harmful traditional cigarettes.
Rationality in Policy and Perception
Balanced approaches are key. Regulation should restrict youth access, ban untested additives, and mandate clear labeling—without blanket prohibition. Public education must avoid scare tactics, instead explaining: e-cigarettes are not risk-free, but likely less harmful than smoking; non-users, especially teens, should avoid them; adults trying to quit may benefit with guidance.
In the end, e-cigarettes are a complex technological innovation, not moral symbols. Their impact depends on how society regulates, studies, and uses them. By rejecting the “angel vs. devil” binary, we can foster policies and behaviors that minimize harm while respecting evidence—proving rationality, not extremism, is the best guide.
Traveling with e-cigarettes requires careful planning to ensure your devices are safe, functional, and compliant with regulations. Whether you’re flying, driving, or taking public transport, proper carrying and storage can prevent damage, leaks, and legal issues. In this article, we’ll explore best practices for transporting and storing your e-cigarette gear on the go, helping you enjoy a smooth journey without compromising your vaping experience.
Carrying Your E-Cigarette Devices
When carrying e-cigarettes, it’s essential to use a dedicated case to protect them from impact, moisture, and accidental activation. Hard-shell cases are highly recommended for air travel, as they shield devices from pressure changes and physical shocks. Always disassemble your device if possible, separating the battery, tank, and mod to minimize risks. For e-liquids, store them in a clear, sealable plastic bag to comply with airline liquid restrictions—typically, containers must be 100ml or less. If you’re on a road trip, secure your devices in a glove compartment or center console to prevent rolling and damage. Additionally, remember to turn off your e-cigarette before packing it to avoid unintended power drainage or firing. This simple step can save you from potential hazards and ensure your device is ready for use upon arrival.
Storing E-Cigarettes Safely
Proper storage is key to maintaining the longevity and performance of your e-cigarette devices. Always store them in a cool, dry place away from direct sunlight, as extreme temperatures can degrade batteries and e-liquids. If you’re storing devices for extended periods, such as during a long flight or hotel stay, empty the tank to prevent leaks and clean the components thoroughly. For batteries, use their original packaging or anti-static bags to avoid short circuits, and never store them loose with metal objects like keys or coins. When traveling by air, keep e-cigarettes in your carry-on luggage rather than checked bags, as cargo holds can experience temperature fluctuations that might damage electronics. By following these storage tips, you’ll reduce the risk of malfunctions and extend the life of your gear.
Safety Considerations
Battery safety should be a top priority when traveling with e-cigarettes. Use only manufacturer-approved chargers and avoid overcharging, which can lead to overheating or fires. Carry spare batteries in a protective case to prevent contact with conductive materials, and never expose them to water or high humidity. Be aware of local laws and regulations regarding e-cigarette use and possession, as these vary widely by country and state—some places have strict bans or limitations. In case of e-liquid leaks, keep paper towels or a cloth handy for quick cleanup to avoid stains and skin irritation. Moreover, never leave your devices unattended in a vehicle, especially in hot or cold weather, as temperature extremes can cause battery failures. Staying informed and prepared will help you navigate any safety challenges during your trip.
Additional Travel Tips
To make your e-cigarette travel experience even smoother, consider these extra tips. Always check airline policies before flying—most carriers require e-cigarettes in carry-on bags and prohibit use onboard. Pack spare coils, tanks, and e-liquids within legal limits, and label them clearly for security checks. For short trips, disposable e-cigarettes can be a convenient alternative, reducing the need for charging and maintenance. Keep a copy of your device’s manual or digital instructions for troubleshooting on the go. Lastly, communicate with travel companions about your e-cigarette use to avoid misunderstandings and ensure a respectful environment. By planning ahead, you can focus on enjoying your journey without vaping-related worries.
By following these guidelines, you can enjoy a hassle-free travel experience with your e-cigarette devices. Proper carrying and storage not only protect your investment but also ensure safety and compliance. Happy travels!
For over a decade, my living space had a constant, unwelcome companion: the lingering presence of traditional smoking. The scent of stale tobacco was woven into the very fabric of my home. My world was defined by ashtrays and a fine layer of ash. It was a battle I had accepted as lost, until my switch to the VAPESKY e-cigarette initiated a profound transformation that I could never have anticipated.
The Old Reality: A space dominated by the mess and smell of traditional smoking.
The Constant Battle Against Odor and Residue
My home was never truly clean. No matter how much I dusted or aired out the rooms, the smell of cigarettes persisted. Visitors would notice it, a silent judgment in the air. The biggest casualty was my sense of comfort. My own home felt dirty and uninviting. The space was functionally mine, but aesthetically and sensorially, it was dominated by my habit.
The Turning Point: Embracing VAPESKY Technology
My decision to switch to the VAPESKY e-cigarette was initially about health, but the immediate benefits to my living environment were the most startling and rewarding part. The most dramatic change was the elimination of ash. Suddenly, my coffee table remained pristine. My keyboard was no longer a dust trap. The simple act of discarding an ashtray felt like a monumental decluttering of both my physical space and my mind.
The After: Reclaiming Fresh Air with VAPESKY
Within a few weeks, the stale tobacco smell began to fade, and it was eventually gone for good. For the first time, I could actually smell the fresh linen spray on my couches. The air itself felt lighter and cleaner. This newfound freshness, a direct result of using VAPESKY, gave me a renewed sense of pride in my home. I felt comfortable inviting friends over without a pre-emptive apology for the smell.
The New Reality: A bright, clean, and welcoming living space, thanks to VAPESKY.
Redecorating with Confidence
With the assurance that my VAPESKY device wouldn’t damage my surroundings, I finally felt confident to invest in my living space. I replaced the heavy, odor-trapping curtains with light, airy ones. I purchased a light-colored sofa without worrying about it turning yellow. My home began to reflect my true taste, not just the limitations of my previous habit.
A Transformation Beyond the Physical
This transformation was more than just an upgrade in air quality. It was a psychological shift. My home became a true sanctuary—a place of relaxation and clarity, not a source of secret shame. The absence of constant reminders of my habit created a more peaceful mental environment. The switch to the VAPESKY system wasn’t just about replacing one nicotine delivery system with another; it was about choosing a lifestyle that allowed my personal space to breathe and thrive.
Conclusion: A Space Transformed by VAPESKY
The journey from ashtrays to fresh air has been one of the most positive changes I’ve ever made for my living situation. The VAPESKY e-cigarette was the catalyst that allowed this spatial transformation to occur. It liberated my home from the grips of ash and odor, returning it to a state of cleanliness and tranquility I hadn’t experienced in years. My living space is no longer defined by smoke; it is now defined by freshness and freedom, thanks to VAPESKY.
What began as a promising tool for harm reduction has morphed into a complex global phenomenon. Vaping culture, with its own aesthetics, language, and social codes, is now a dominant force, particularly among younger generations. But as the clouds of vapor settle, a pressing question emerges: Are we trapped in the smoke we inhale and exhale?
The social fabric of vaping: connection or a shared confinement?
The Allure of the Cloud: Freedom and Identity
The appeal of vaping culture is undeniable. For many, it represents a conscious choice away from traditional tobacco, perceived as a cleaner, more modern alternative. The very act of vaping is steeped in a narrative of freedom—freedom from the smell of smoke, from the stigma of cigarettes, and from the rigid constraints of the past.
Brands like Vapesky have capitalized on this, positioning their sleek devices and innovative flavors not just as products, but as accessories to a contemporary lifestyle. The culture thrives on community; online forums and local vape shops become hubs for enthusiasts to share tips, review new e-liquids, and bond over a shared interest. The vast array of flavors, from crisp mango to decadent dessert, offers a personalized experience, allowing users to curate their own sensory identity. In this light, the vapor cloud is a banner of self-expression.
The Invisible Walls: Dependency and Social Barriers
However, this sense of freedom may be an illusion. The very cloud one creates can become a gilded cage. The most obvious wall is nicotine dependency. Despite the absence of tar and many carcinogens, the highly addictive nature of nicotine remains, often in concentrations that can create a powerful physical and psychological reliance. The convenience of vaping anywhere, often indoors, can lead to constant, all-day use, deepening the dependency.
Socially, what starts as a community can transform into a clique, creating an invisible barrier between those who vape and those who don’t. The shared ritual, the specific jargon, and the culture itself can be exclusionary. Furthermore, the financial commitment to maintaining a vaping habit—constantly purchasing devices, coils, and premium e-liquids from suppliers like Vapesky—creates another form of entrapment. The user becomes locked into a cycle of consumption, funded by their own wallet.
The personal fog: a moment of reflection or a symbol of obscurity?
Navigating the Haze: A Call for Conscious Choice
So, are we trapped? The answer is not a simple yes or no. The culture offers both liberation and limitation. The way forward lies in conscious awareness. For users, it means honestly assessing their relationship with vaping. Is it a tool for harm reduction, a social activity, or a deepening addiction? Recognizing the potential for the “fortress” walls to close in is the first step to ensuring they remain gateways instead.
For the industry, including companies like Vapesky, responsibility is paramount. This means transparent marketing, promoting products to adult smokers seeking alternatives, and investing in research and education. The goal should be to empower user choice, not to foster dependency for profit.
Vaping culture is a double-edged sword. It can be a trend that empowers or a fortress that confines. The smoke we inhale and exhale is more than just water vapor; it’s a symbol of our choices. The ultimate question is whether we control the cloud, or whether we are content to simply be lost within it.
🔧
Q1: What specific services does your e-cigarette OEM program include?
Subheading: OEM Service Scope – From Design to Compliance
A: Our OEM program covers end-to-end solutions. It ranges from concept design to large-scale production.
First, we customize hardware. This includes pod systems, mods, and disposables—all tailored to your brand identity.
Beyond hardware, flexible e-liquid formulation is available. For nicotine, we adjust strengths (0mg–50mg) to meet regional regulations.
For flavor profiles, our team refines options like fruit, mint, or tobacco. Additionally, we optimize PG/VG ratios for local consumer tastes.
Finally, full branding support completes the package. This includes logo printing, compliance-aligned packaging, and regulatory documents for FDA, TPD, and Asian markets.
🎨
Q2: How flexible are you with customization requests? Can we modify existing templates or create entirely new designs?
Subheading: Customization Options – Templates vs. Bespoke Designs
A: Flexibility is a core pillar of our OEM model. We offer two distinct options to fit your needs.
Option 1: Adapt our validated templates. This choice cuts lead time by 30% and reduces upfront R&D costs—ideal for fast market entry.
In contrast, Option 2 supports fully bespoke designs. For this path, our R&D team collaborates closely with your stakeholders.
We deliver 5–10 functional prototypes within 2–3 weeks. These samples allow for iterative testing to perfect your vision.
In-house lab for heavy metal analysis, nicotine verification, and leakage detection
📜
Q3: Regulatory compliance is critical in the e-cigarette industry. How do you ensure products meet regional standards?
Subheading: Compliance Assurance – From Tracking to Validation
A: Compliance is integrated into every operational step. Initially, we prioritize real-time regulatory tracking.
Our dedicated team monitors FDA (U.S.), TPD (EU), and PMTA requirements. They also track regional rules in Asia, the Middle East, and Latin America.
To reinforce compliance at the source, we source all materials from ISO-certified vendors. This includes food-grade PG/VG and pharmaceutical-grade nicotine.
We conduct rigorous in-house tests: heavy metal screening, nicotine accuracy checks, and leakage resistance trials. Furthermore, third-party labs like SGS and Intertek validate these results.
Before production begins, we share a detailed compliance checklist. This proactive step helps avoid costly delays or market rejections.
🏭
Q4: What are your production capabilities? Can you handle large orders, and what’s the typical lead time?
Subheading: Production Capacity & Lead Times – Scalability for All Orders
A: Our production facility is engineered for high scalability. We operate 12 automated lines 24 hours a day, 7 days a week.
Our baseline monthly capacity reaches 5 million units. With 4 weeks’ advance notice, we can scale this to 8 million units—ideal for large-volume orders.
When it comes to lead times, standard orders (50,000+ units) require 4–6 weeks. This timeline starts post-design approval.
For urgent needs, rush orders (20,000–30,000 units) receive priority scheduling. We deliver these compressed orders in 2–3 weeks.
To prevent disruptions, we maintain buffer stock of key components like batteries and coils. We also partner with backup suppliers for critical materials.
🔍
Q5: What quality control measures do you implement during manufacturing?
Subheading: Quality Control – From Inspection to Transparency
A: Quality control is embedded in every manufacturing stage. We strictly follow ISO 9001 and GMP standards to ensure consistency.
We deploy automated optical inspection (AOI) systems. These tools catch assembly defects, leakage points, and functional anomalies early in the process.
To validate batch quality, we test 5% of each production run. Tests include 1.2m drop trials for durability and battery safety checks.
We also analyze flavor consistency via gas chromatography. This step ensures uniform taste across all units in a batch.
For full transparency, we share a detailed QC report with your team. In the rare case of post-delivery issues, we offer free replacements within 10 business days.
📦
Q6: What’s the minimum order quantity (MOQ) for your OEM partnerships?
Subheading: MOQ & Pricing – Flexibility for New & Established Brands
A: Our standard MOQ is 10,000 units for most e-cigarette products. This threshold balances cost efficiency and accessibility.
It optimizes material sourcing and production run lengths. At the same time, it remains feasible for new brands with limited initial budgets.
To support market testing, we offer a specialized trial batch option. This allows orders of 3,000–5,000 units with full customization.
Trial batches include a 15–20% premium. This fee covers the setup costs associated with small-scale production.
For returning clients, we waive this trial premium as a loyalty benefit. We also add tiered discounts: 5% off for 50,000+ units and 10% off for 100,000+ units.
📋
Q7: How does your collaboration process work from initial inquiry to delivery?
Subheading: Collaboration Process – 6 Phases From Inquiry to Delivery
A: Our collaboration follows 6 clear, sequential phases. Phase 1 begins with a 30-minute consultation via Zoom or phone.
During this call, we align on your goals, target markets, and technical needs. This ensures we’re on the same page from the start.
Phase 2 involves delivering a detailed proposal within 48 hours. This document includes transparent cost breakdowns, a realistic timeline, and a market-specific compliance plan.
Phases 3 to 5 cover design/prototyping, pre-production, and manufacturing. During these stages, we share weekly progress updates and a final QC report.
Throughout the entire process, a dedicated account manager is available 24/7. They address queries and resolve potential bottlenecks quickly.
Phase 6 focuses on delivery coordination. We offer FOB, CIF, or door-to-door shipping and provide a real-time tracking number for visibility.
🛠️
Q8: Do you offer post-launch support, such as troubleshooting or reorders?
Subheading: Post-Launch Support – Troubleshooting, Reorders & Insights
A: Post-launch support is a key part of our long-term partnerships. Notably, we provide 6 months of free technical assistance.
This assistance includes troubleshooting user complaints, such as device functionality issues. We also share best practices for storage and transport.
Additionally, we alert you to regulatory changes that may impact your products. This helps you stay compliant without extra effort.
For reorders, we streamline the process via a dedicated client portal. This portal securely stores your design files and material specifications.
The portal cuts lead time by 30% (down to 2–4 weeks). It also eliminates redundant design approval steps.
To support your growth, we also share quarterly market insights. These include emerging trends (like sour fruit flavors in Europe) and upcoming regulatory proposals.
At the core of our OEM partnerships is collaborative growth. We combine deep industry expertise, strict quality control, and flexible service. Whether you’re launching new e-cigarette lines or scaling existing ones, we turn your vision into safe, compliant, and market-ready products.
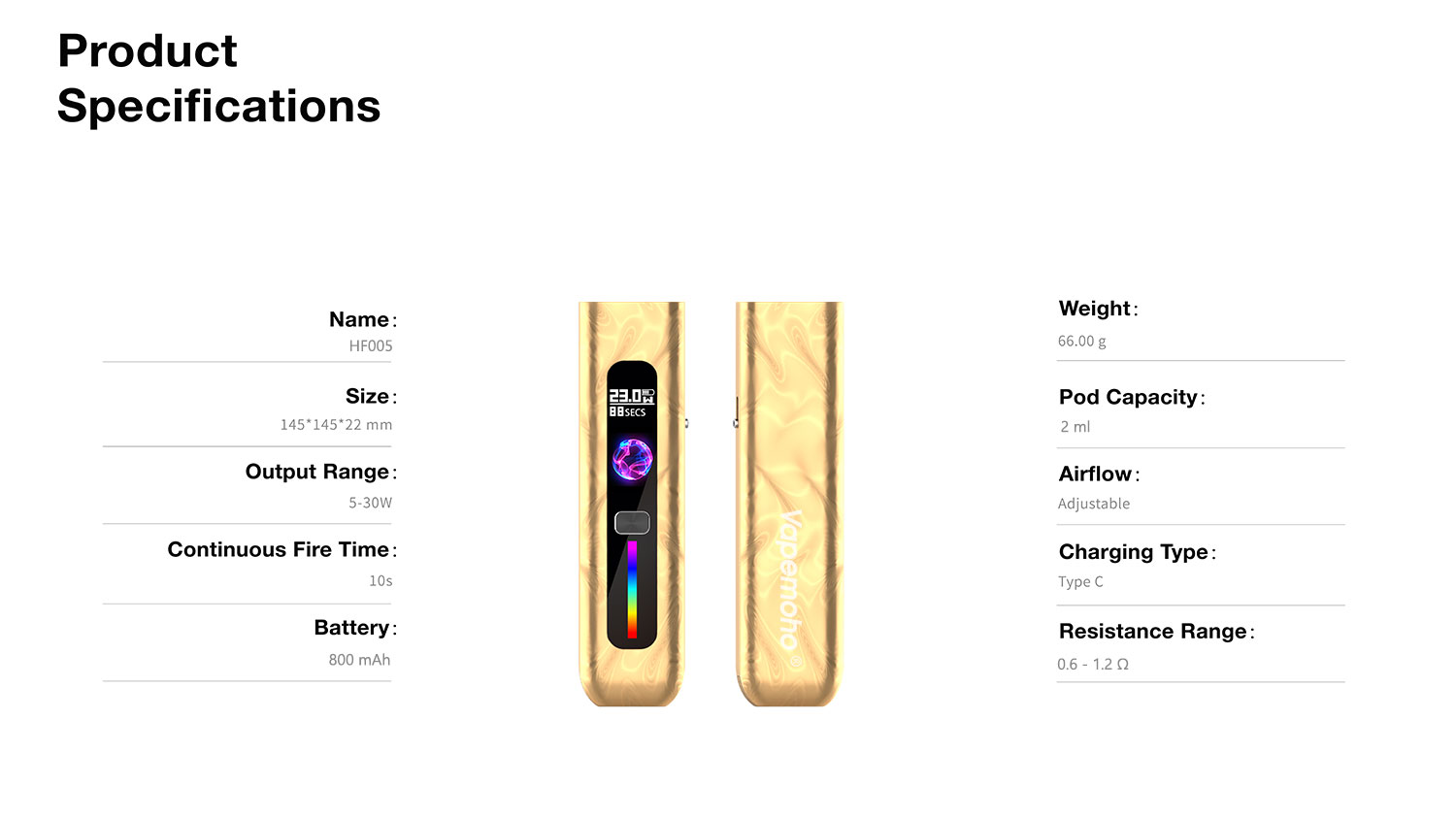
First-time vapers often hit snags: pods that won’t click, spilled e-liquid, or a dead device mid-day. To solve these frustrations, VAPESKY built the HF005 Luminescent Series. Specifically designed for beginners, it’s easy to use while adding a fun glow that elevates it beyond basic vapes. Let’s break down why new users love it.
1. Effortless Pod Changes: No Mess, No Stress
Click-and-Lock System: No Fumbling Required
Pod replacement tops new vapers’ complaints. Many devices force you to twist, push hard, or align tiny notches—easy to botch when you’re new. In contrast, the HF005 uses a simple “click-and-lock” system: the pod has a small raised guide, the device a matching groove. Just line them up, press gently, and you’ll hear a click. Done. Even shaky hands manage it effortlessly.
HF005 Luminescent effect in low light (Cool White & Warm Amber):
*display effect
Anti-Leak Design: Keep Pockets Clean
Beyond easy swaps, the HF005 stops leaks entirely. A food-grade silicone ring seals the pod’s mouthpiece, while dual O-rings at the device connection block e-liquid seepage. As a result, you can toss it in your bag or pocket without worrying about sticky stains. For example, we tested it for a week: no leaks, even when jostled on the subway.
2ml Pod Capacity: Perfect for Beginners
Each pod holds 2ml of e-liquid—ideal for new users. For one thing, casual use (10-15 puffs/hour) lasts a full day, from commute to evening. For another, if you’re testing flavors, 2ml lets you try a taste without committing to a big bottle. Plus, the transparent pod lets you see when it’s time to swap—no surprises.
Pro Tip: Wipe the pod’s connection with a tissue before swapping. This removes leftover e-liquid, thereby keeping the device smooth long-term.
2. Luminescent Design: Style That Works
Practical Glow for Daily Use
At first glance, the HF005’s glow might seem like a novelty. However, it’s surprisingly practical, especially for new vapers. For instance, work late? The glow lets you find it in your desk drawer without turning on lights (no coworker disruptions). Walk home at night? Keep your phone in your pocket—the glowing device stays visible. Even digging through a dark bag? The soft light cuts clutter—no more searching.
HF005 Luminescent effect in low light (Cool White & Warm Amber):
*display effect
Durable Luminescent Coating
The glow itself uses non-toxic, wear-resistant material. Consequently, it won’t fade or peel—even with daily use for months. To test this, we rubbed it with a microfiber cloth 50 times/day for two weeks. Not only were there no scratches, but the glow remained intact. Unlike cheap alternatives, it also doesn’t feel greasy or attract dust—staying smooth and clean.
Two Glow Colors: Match Your Style
You can choose between Cool White and Warm Amber. Cool White has a crisp, modern look—it pairs with neutral bags/outfits and is brighter for dark spaces. On the other hand, Warm Amber has a softer glow—great for understated style, perfect for dim cafes. Both charge fast: 10 minutes in light equals 2 hours of glow—ideal for evenings.
3. Flexible Settings: Easy to Customize
Three Coil Resistances: No Tech Jargon
The HF005 supports 0.6Ω, 0.8Ω, and 1.2Ω coils. To clarify, here’s what each feels like:
1.2Ω (MTL): Feels like smoking—gentle restriction (straw-like), smooth vapor. Perfect for ex-smokers. Try mint or tobacco, for example.
0.8Ω (Balanced): Slightly open draw (wider straw), thicker vapor, more flavor. Great for testing beyond MTL. Fruit flavors, in particular, shine here.
0.6Ω (Flavor-Focused): Open draw, warm rich vapor—max flavor. Use after a few weeks. Try complex flavors (vanilla custard). Importantly, short puffs avoid coughing.
5-30W Power: One Button to Adjust
Power adjustment is equally simple: one side button cycles 5W to 30W. Here’s how it works: Press 3x fast (LED flashes). Press once to +1W, hold to cycle faster. The screen shows exact wattage (e.g., “12W”). Beginners, in particular, should start at 10-15W—the sweet spot for most setups, with no coughing.
Built-In Safety Features
Additionally, the HF005 keeps you safe. It shuts off and flashes red on short circuits (e.g., faulty pods)—no overheating. When the battery drops below 3.2V, it flashes 5x and turns off—preventing battery damage. Moreover, a 10-second cut-off stops firing if you hold the button too long—avoiding dry hits or overheating.
4. Long-Lasting Battery: Vape All Day
800mAh Battery: No Mid-Day Charges
New vapers hate dead devices during busy days—meetings, trips, errands. Luckily, the HF005’s 800mAh battery solves this. Here’s the real-world life:
Light Use (5-10 puffs/hour): 10-12 hours—full workday + evening out.
Moderate Use (10-15 puffs/hour): 8-10 hours—fits most routines.
Heavy Use (15-20 puffs/hour): 6-8 hours—gets through busy days.
Fast USB-C Charging
Charging is easy too: it uses a USB-C port (same as most phones)—no extra charger needed. Furthermore, the 1m cable lets you vape while charging (e.g., at your desk). It charges fast: 0-100% in 1.5 hours. For example, 10 minutes of charging (while making coffee) gives 15%—enough for hours of light use.
LED Battery Indicator
Finally, the LED screen shows battery level at a glance:
Green (70-100%): Full charge—good for the day.
Yellow (30-70%): Medium charge—charge overnight.
Red (0-30%): Low charge—plug in soon (1-2 hours left).
Why the HF005 Is Perfect for Beginners
Overall, the HF005 stands out because its features work together to make vaping easy, not overwhelming. New users say: “No more spilled pods,” “The glow saved me from dropping it,” “I don’t need to Google settings.” These small wins, in turn, let you focus on enjoying vaping—not figuring out the device.
It’s durable too: tough ABS plastic survives drops (tested: waist height onto wood, no damage). Besides that, the pod connection is reinforced—won’t wear out after hundreds of swaps. VAPESKY also offers a 1-year warranty—replacements for faulty parts, free of charge.
When you buy the HF005, you get bonuses: 2 extra pods, a microfiber cloth, and a photo guide (no confusing text).
In short, vaping should be simple—especially for beginners. The HF005 takes the stress out. Try it today—you’ll wonder how you vaped without it.
From concept to market, e-cigarette products undergo a specialized process—balancing atomization tech, e-liquid safety, and nicotine rules. This journey applies to both disposable e-cigarette products and reusable models, as strict standards govern all variants.
Market research focuses on niche needs: Users of rechargeable pod-based e-cigarette products prioritize battery life, while disposable users care about flavor. Brands align concepts with regional rules to avoid rework for e-cigarette products.
🔬2. R&D: Perfecting the Atomization System
The atomization system is critical for all e-cigarette products. Engineers iterate on prototypes—testing ceramic cores, anti-leakage structures, and e-liquid formulas—to ensure reliability across variants.
📋3. Regulatory Compliance: Launch Gatekeeper
Compliance determines if e-cigarette products reach shelves. For example, FDA-approved e-cigarette products require extensive data proving safety—minor gaps can block market entry.
Supply chains for e-cigarette products use pharmaceutical-grade nicotine and cleanroom mixing. Automated sealing prevents leakage, with checks to maintain quality across all e-cigarette products.
📈5. Launch & Optimization: Staying Competitive
Launches focus on guiding users to safely enjoy e-cigarette products. Post-market tweaks adapt to trends, like rising demand for low-nicotine e-cigarette products, keeping offerings relevant.
Developing e-cigarette products takes 12–18 months, driven by atomization precision, compliance, and safety—whether for disposables, rechargeable pods, or low-nicotine variants. Success lies in mastering these details to deliver market-ready e-cigarette products.
🔬 Licensed Factory R&D Core | As a GMP-certified e-cigarette manufacturer (License No.: 6144190070), we anchor our R&D capabilities in two pillars. These pillars— a specialized engineering team and industry-leading patented technologies—fully align with global regulatory standards.
👩💻 The Engineering Team: Expertise in Licensed Facilities
Our 28-person engineering team operates within a 5,000㎡ GMP-certified R&D center. The center equips the team with regulatory-compliant testing tools to drive precise innovation.
To start with, the team builds its expertise on advanced education: 70% of members hold master’s degrees in electronic engineering, materials science, or chemical formulation. This cross-disciplinary background lets them solve complex R&D challenges.
Next, we divide the team into compliant sub-teams to streamline work. One team optimizes FDA/TPD-compliant flavor stability for e-liquids; another designs safety-certified battery circuits for hardware; a third prepares PMTA technical dossiers.
Further, the team uses in-house testing and fast prototyping to boost efficiency. It leverages GC-MS analyzers for nicotine verification and environmental chambers for stability tests. Crucially, 3D printers in the licensed workshop cut prototype cycles to 10 days—critical for adapting to new regulations.
A very small and compact device
📜 Patented Technologies for Licensed Production
Notably, 19 active patents (12 utility, 7 design) back our R&D. We integrate all these patents into the factory’s production lines to ensure compliance and efficiency.
For instance, our Nicotine Precision Control patent (US11,234,567B2) powers the factory’s automated blending system. It keeps nicotine content variation at ≤0.1mg/mL— a must for PMTA compliance. Another key patent, Leak-Proof Pod Structure (EP3,890,123A1), integrates into injection molding and cuts leakage to <0.5% (meeting EU TPD standards).
Beyond that, the factory’s ISO 9001 system protects these patents. We audit patent-related processes quarterly to ensure consistency. We also subject all finished products to batch testing (per factory SOPs) to verify performance driven by patents.
Equipment displayt
🔄 Licensed Factory Synergy: Team + Patents
Fundamentally, the engineering team and patents drive synergy at our licensed factory. For example, the team refined the leak-proof pod patent through 50+ tests in the R&D workshop. This collaboration launched 8 TPD/FDA-compliant products in 2024—all made under GMP standards.
This synergy delivers tangible value to partners: it provides reliable, regulated products backed by factory qualifications and proprietary technology. Ultimately, it reduces market entry risks and supports long-term success.
📌 Core Value | In the global e-liquid market, our cooperation model focuses on high-demand products like disposable vapes and refillable pod kits, integrating 5 core advantages to meet brand needs.
✅ Compliance (Pillar 1) – The foundation of our trust. We adhere to global standards (U.S. FDA PMTA, EU TPD) and hold GMP certification, paired with ISO 9001 quality control. Every batch—from nicotine to flavorings—undergoes heavy metal and microbial testing, ensuring no regulatory risks for our partners.
Real-time production monitoring to prevent cross-contamination
Full batch traceability for easy auditing
WARNING: This product contains nicotine. Nicotine is an addictive chemical.
Production Line for Disposable Vapes (e.g., 50,000 Puffs, 850–950mAh Battery)
🍃 Taste Consistency (Pillar 2) – Our professional flavorists blend premium flavors for products like the Vapemoho 20,000 Puffs (e.g., Cool Mint, 5% Nic Salt). Every batch is cross-tested to ensure the 1st and 10,000th bottle taste identical—strengthening customer loyalty.
🔒 Product Stability (Pillar 3) – As a professional supplier with 5+ years of experience, we use advanced emulsification to prevent nicotine oxidation or PG/VG separation, ensuring a 24-month shelf life for all products.
📦 Manufacturing & Customization – Scalability for Every Brand
We serve regions including the Arab World, Southeast Asia, Europe, and the Americas, offering:
Batch sizes: 50L (trials) → 5,000L (mass production), with 7-day lead times for urgent orders
Customization: Nicotine strength (0mg–50mg), seasonal flavors, and branded packaging
Intellectual property support: Trademarks, Design Patents, and Invention Patents
As a trusted partner with stable delivery and high-quality products, we don’t just supply e-liquid—we help you succeed in global markets. Click to learn more about our Vapemoho series and cooperation plans!